


Одним из главных преимуществ 3D печати является возможность создавать сложные функциональные детали с максимальной свободой дизайна. Процесс разработки моделей включает определенный порядок действий, одно из которых касается поддержек. Эти элементы поддерживают детали в процессе печати, защищая их от повреждения и деформации. Несмотря на кажущуюся простоту, поддержки могут существенно усложнить процесс печати, особенно на этапе выбора подходящих материалов и технологий. У пользователей часто возникают вопросы о том, зачем нужны поддержки, какие у них есть преимущества и недостатки, а также как правильно их устанавливать и снимать. Попробуем ответить на них в нашей новой статье.
Как правильно выбрать поддержки?
При выборе поддержек следует учесть, что их тип, материал и функции напрямую зависят от используемой вами аддитивной технологии и сложности дизайна создаваемой детали. Для FDM-печати действует два основных правила применения поддержек: правило 45 градусов и правило 5 миллиметров. Первое касается горизонтального смещения 3D-принтера между слоями. Если угол выступа детали менее 45 градусов от вертикали, то ее можно печатать без поддержек.
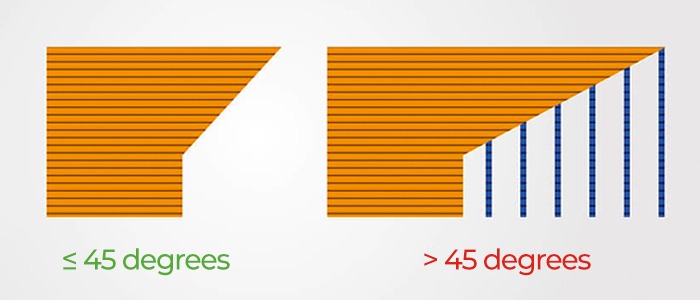
Однако он больше, то принтер не сможет правильно укладывать слои, поэтому для печати выступа понадобятся поддержки. А правило 5 мм гласит, что поддержки не нужны, если расстояние между двумя параллельными точками на детали не превышает 5 мм. В этом случае 3D принтер использует технику под названием “бриджинг”, при которой горячий расплавленный материал растягивается для создания перемычки с минимальным провисанием.
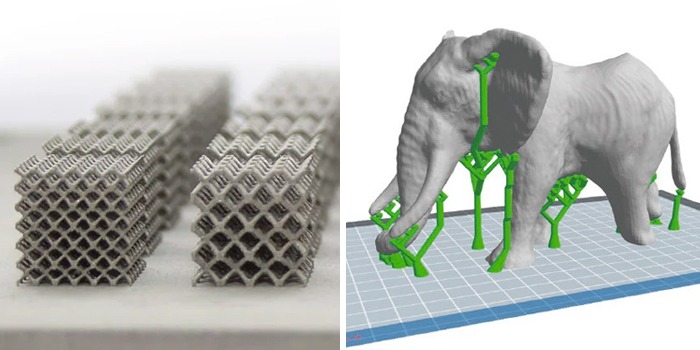
Что касается 3D печати из смолы (SLA, DLP), то эти технологии создают изделия путем фотополимеризации жидкого материала с участием источника света. Они обладают высокой степенью точности, позволяя печатать миниатюрные объекты с высокой детализацией. Процесс печати у них происходит в противоположном направлении, по сравнению с экструзией, поэтому напорная оболочка находится вверху, а не внизу. Из-за этого, а также для плотного прилегания деталей к платформе, такие технологии почти всегда требуют наличия поддержек. Они выглядят как тонкие колонны-опоры, соединенные с моделью в нескольких точках для экономии материала и времени.
Современные 3D принтеры имеют специальные программы для расчета количества поддержек, их расположения и мест контакта с деталью. Данные параметры настраиваются индивидуально, исходя из сложности дизайна объекта. При грамотной постобработке смола и остатки поддержек не должны влиять на качество готовой детали. Порошковая лазерная печать не требует наличия поддержек, так как ее материал сам по себе поддерживает каждый слой детали. Этот метод предоставляет большую свободу дизайна, но также увеличивает расходы и время производства.
Технологии выборочного лазерного спекания (SLS) и Multi-Jet Fusion (MFJ) позволяют печатать без поддержек, однако обработка металла гораздо сложнее печати из полимеров. В этой сфере поддержки чаще всего используют для крепления детали к печатному столу. Из-за напряжения металлов (особенно высокопрочных, типа титана), изделие может оторваться от поверхности рабочей области в процессе производства. Поддержки здесь представляют собой пластину для фиксации. Металлический порошок выступает в качестве подложки, а еще рассеивает тепло, не позволяя ему повредить деталь или материал.

При струйной 3D печати жидкие фотополимеры наносятся на печатную форму и каждый слой материала мгновенно затвердевает под воздействием ультрафиолета. Наличие поддержек требуется для всех выступающих частей изделия, вне зависимости от параметров угла или наклона предыдущего слоя. Эти опоры удаляются при помощи разных методов постобработки: под напором воды, пескоструйной обработкой или ультразвуком. Применение поддержек для этой технологии печати не влияет на качество готовых изделий, так как они не оставляют следов после постобработки.
Какие типы поддержек актуальны для 3D печати?
На сегодняшний день существует несколько типов поддержек, которые различаются по своему материалу и конструкции. Наиболее распространены конструкции типа “решетчатый прогон”, используемые при создании колонн для фиксации деталей. Они особенно эффективны для крепления объектов с крутыми выступами. Такие поддержки весьма популярны из-за своей простоты и скорости изготовления, а также совместимости с большинством технологий печати. Однако их довольно сложно удалить, а еще они могут оставлять следы на готовых изделиях.
Кроме того, существуют поддержки древовидной конструкции, которые начинаются со “ствола” и затем переходят в тонкие ветви, охватывающие модель. Данный тип опор чрезвычайно эффективен для фиксации консольных, но не слишком вертикальных частей детали. Подобными им являются линейные поддержки, которые контактируют со всей поверхностью консольного элемента или моста. Они тоже удаляются с трудом и могут повредить деталь.
Отдельно стоит отметить водорастворимые поддержки, их можно изготавливать на 3D принтерах с двойной экструзией и удалять при помощи обычной воды или химических растворителей. Наиболее известными из таких материалов считаются PVA и HIPS, а также более современный AquaSys 180.
Как оптимально использовать поддержки?
Стоит помнить, что применение поддержек в ходе 3D печати имеет не только преимущества, но и недостатки. Главным из них считается демонтаж поддержек, поскольку он требует определенных усилий и специальных инструментов. Также здесь важна надлежащая постобработка, без которой внешний вид изделия может быть нарушен. Это актуально для всех технологий, кроме литья под давлением.
Однако чем больше поддержек установлено на слайсере, тем сложнее может быть конструкция изделия для ряда аддитивных технологий. Это тесно связано с количеством материала, необходимого для производства опор. Объем материала можно оптимизировать при помощи выравнивания и увеличения точности печати, а также других факторов. Грамотно настроив эти параметры, вам удастся снизить расходы сырья и сократить время печати для оптимизации производства.

В заключении стоит сказать, что применение поддержек в 3D печати целесообразно для работы с изделиями сложной формы или снабженными большим количеством выступов. Важно понимать специфику используемой технологии печати, чтобы получить максимальную пользу от этих конструкций и изготовить качественные красивые детали.